The current Quality Programs demand excellence in the design of the product itself, as well as excellence in its production process, thus excellence in design implies a potential for the final quality of the product, but excellence in process transforms this potential into quality real, positively impacting the success of products.
When it comes to assessing the capacity of a process, there are two fundamental terms that are used, Cp and Cpk. Btomec has been working on the excellence of its projects and processes for some years based on these concepts, reinforcing the pioneering characteristic of our company.
Cp means how accurate my process is, while Cpk means how accurate my process is. They study the ability of the process to have a high probability of meeting the required specifications for the item being produced.
The capability of a process is defined by Cp, an index calculated as the width of the tolerance divided by the total distribution of the process, which is 6 times the standard deviation (6).
Cp indicates the distribution of the variation present in the process. That is:

LS = Upper limit of tolerance and LI = Lower limit of tolerance
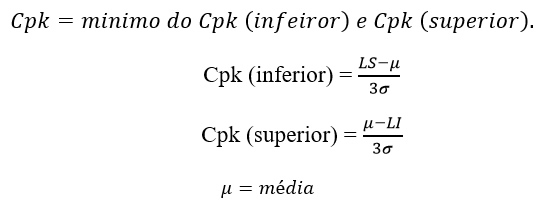
The process capability index is defined by the Cpk, this index takes into account the centralization of the process and is defined by the lower and upper minimum of the Cpk.
Cpk measures the performance of the process. Indicates the change or average proximity of the process to the target or average value. That is:
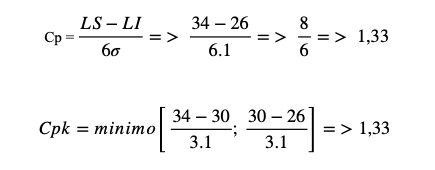
Example application:
Specification: Ø30 +/- 4mm, Standard deviation (σ)=1, LS=34 and LI=26
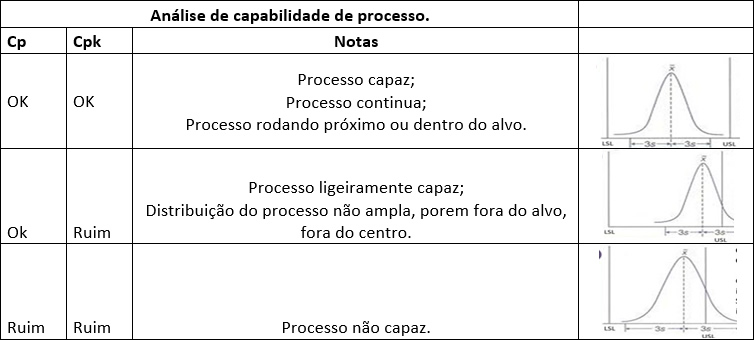
The interpretation of the Cp and Cpk indices works as follows:
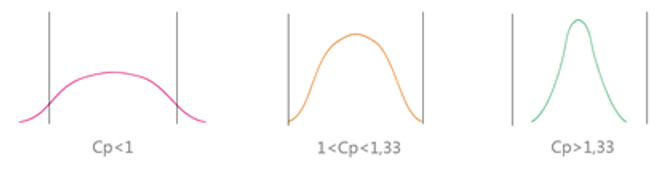
- When the Cp value is greater than 1, the distribution of the process is less and all products tend to be within the specified limit. Thus, this process is slightly capable of meeting the specification limit.
- When the Cp value is equal to 1, the distribution of the process is slightly wider, but it is working within the projected specification limit. In this case, the process is considered only as capable.
- When the Cp value is less than 1, the distribution of the process is very wide and most products are outside the specified limit. So the process is considered to be inefficient.
- When Cp is equal to Cpk, it can be said that the process is centralized.
- When the Cpk is less than 1, it indicates that the process average is deviated from the target and defects will be found.
In order to produce parts with excellence, we must reduce the variation of the process and reach the desired Cp value.
It is important to note that the Cp value must be equal to or greater than 1.33 in production. When it comes to the development of new products, the excellence is 1.67.
The most essential process items for our customers are evaluated based on the Cp and Cpk indexes. Btomec guarantees the excellence of its projects and processes based on the precise assessment of the capability and capacity of what it develops, building trust and consistent results with the companies we serve.